Flow
Workflows on contributing to V² in ready to use quality.
NC Codes
Reference of G-Codes and M-Codes used in V²Flow.CAM
List of G and M Codes that we use in NC files. Basic reference information and links to more detailed articles. By limiting the number of codes is an attempt to reduce effort in testing.
Get involved: edit Article, report issues and ideas, see what we are working on in GitHub. Read → More
| G-code | Explanation |
|---|---|
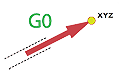 |
Go rapidly (with maximum traverse rate) to the X/Y/Z position. This code is used for position and not for actual machining. Format: G00 [X#][Y#][Z#] Example: G00 Z100 |
 |
Travel in a straight line using the programmed feed rate (F). This code is used for machining. Format: G01 [X#][Y#][Z#][F#] Example: G01 X2.5 Y4.1 F200 |
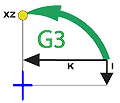 |
Exactly like G02 but the circular motion is going counterclockwise. Format: G03[X#][Y#][Z#][I#][J#][K#][R#][F#] Example: G03 X10 Y10 I10 J0 F200 |
 |
Selects the XY plane for circular movements (see G02 and G03). Format: G17 Example: G17 |
| G21 | Enforce use of millimeter units. Format:G21 Example: G21 |
 |
Cancel cutter compensation previously activated by G41 or G42. Format: G40 Example: G40 |
| G64 | Normal stop mode (cancels G61) Format: G64 Example: G64 |
| G80 | Cancels any canned cycle. Please note that G00 – G03 also cancels canned cycles. Format: G80Example: G80 |
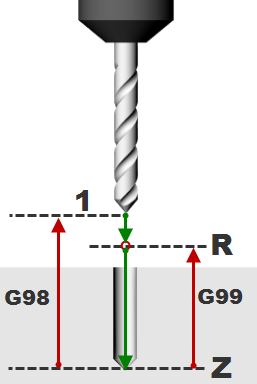 |
Basic drilling canned cycle. R is starting plane and Z is total depth. Please note that at the end of the cycle, the return position in Z is controlled by G98 and G99. Format: G81 [X#][Y#][Z#][R#] Example: G81 Z-6 R2 |
| G90 | Absolute programming mode. Distances given will move the tool relative to an absolute zero. Format: G90 Example: G90 G00 X10 Y10 |
| G91 | Incremental programming mode. Distances given will move the tool relative to the current position of the tool. Format: G91 Example: G91 G00 Z5 |
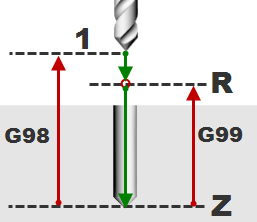 |
Initial level return at the end of a canned cycle. Format: G98 Example: G81 G98 Z-7 R2 |
Modal title
Hi
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Vivamus non laoreet odio, vitae placerat mi. Maecenas dictum, ex vitae sodales finibus, magna ante aliquam magna, in congue tortor lacus ac arcu. Vivamus semper aliquam bibendum. Nulla a eleifend diam. Mauris porttitor velit ac ante tincidunt, cursus volutpat ligula vulputate. Nam tincidunt tortor sit amet odio scelerisque molestie at a odio. Lorem ipsum dolor sit amet, consectetur adipiscing elit.
Bye
Aliquam posuere arcu libero, quis congue leo ultrices in. Proin euismod rutrum urna sit amet ullamcorper. Integer aliquam diam eu gravida elementum. Fusce bibendum posuere augue, at sagittis enim accumsan in. Mauris luctus massa vel nunc ullamcorper, ut viverra justo sagittis. Vestibulum et felis fringilla, blandit augue a, facilisis magna. Aliquam ut nulla nisi. Donec ut arcu rhoncus, pellentesque nisl pellentesque, scelerisque odio. Fusce nec leo in elit molestie fermentum et et lorem. Maecenas venenatis hendrerit metus, sed volutpat lorem luctus in. Aliquam fermentum ac urna in blandit.